




















Поршень – одна из деталей, скрытых в недрах силового агрегата, благодаря изменению конфигурации которых можно повысить как отдачу, так и ходи мость мотора. Конструктивные нюансы поршней, реализуемых на вторичном рынке, помогают решить эти задачи.
Автор: Алексей Романов, фото из разных источников
История развития поршня
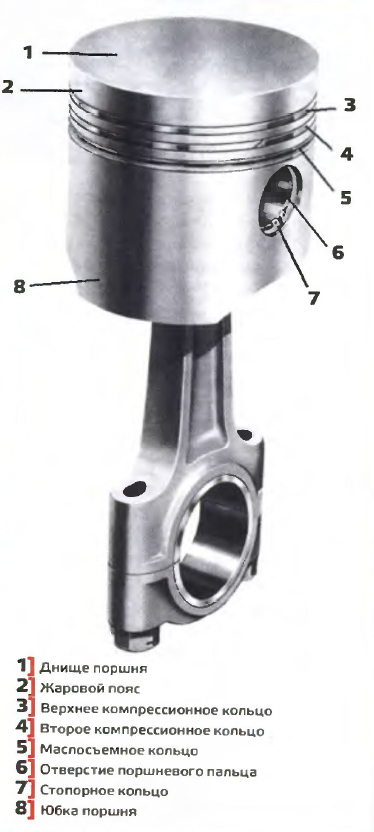
За более чем 140-летнюю историю развития двигателей внутреннего сгорания основные функции и конструктивные основы поршней не изменились. Эта цилиндрическая деталь формирует нижнюю половину камеры сгорания и передает энергию, расширяющихся в цилиндре газов через поршневой палец и шатун к коленчатому валу. Для предотвращения прорыва газов в картер и масла в камеру сгорания, как и на поршнях самых первых моторов, установлены кольца. Условия же работы стали другими – возросли и нагрузки, и температуры.

В тоже самое время, двигатели работают чище, а ходимость их гораздо выше, чем раньше. Именно с этим в первую очередь связаны основные изменения конструкции, применении новых сплавов поршней и колец, широкое использование специальных покрытий. Поршни становятся короче и легче. Частично снижение веса было достигнуто уменьшением как общей высоты поршней, так и укорачиванием отдельных элементов.
Информация – кольца поршневой
За последние 30 лет типичная высота юбок сократилась с 60-65 мм до 35-40 мм. Такое облегчение потребовало уменьшения до 0.025-0.125 мм зазора между и стенками цилиндра поршнем, дабы убавить его раскачивание во время движения.
В спортивных моторах, где юбка практически отсутствует вовсе, возможен и нулевой зазор или даже небольшой натяг, если поршни имеют специальные антифрикционные покрытия. Расстояние от центра поршневого пальца до вершины днища поршня, называемое компрессионной высотой, за те же последние три десятилетия сократилось с 38-44 мм до 30-33 мм.
Форма поверхности днища поршней также менялась. Плоскости уступили место вогнутым, более сложным конфигурациям, обеспечивающим циркуляцию топливовоздушной смеси и улучшающим отвод отработавших газов. Самое критическое место на поршне в области верхнего компрессионного кольца. Еще десятилетие назад, высота жарового пояса (расстояния между верхним компрессионным кольцом и кромкой днища) обычно составляла 7.5 – 8.0 мм. Сегодня оно уменьшилось до 3.0-3,5 мм в большинстве двигателей.
Информация поршень
Передвижение компрессионного кольца ближе к вершине поршня во многом вызвано борьбой за полноту сгорания смеси и, как следствие, за уменьшение вредных выбросов. Дело в том, что щелевое пространство между жаровым поясом и стенкой цилиндра создает мертвую зону для распространения пламени топливовоздушной смеси, и там остается не сожженное топливо. Само по себе это количество мало, но если умножить его на четверть частоты вращения коленвала и на количество цилиндров, то становится понятно, что углеводороды, спрятавшиеся в этом месте, заметно повышают уровень СН в выхлопе двигателя.
Информация - гоночные поршни
Вследствие уменьшения жарового пояса компрессионное кольцо переместилось в зону высоких рабочих температур, которые делают металл более мягким, что увеличивает опасность деформирования кольцевой канавки, приваривания кольца к посадочному месту или поломки, как кольца, так и кольцевых перемычек. Это потребовало применения более стойких материалов, анодирования канавки кольца. Таким образом, конструкторский поиск усовершенствований поршней сосредоточен на геометрических нюансах, материалах, весе, зависящем напрямую от первых двух характеристик и применении специальных покрытий. Те же аспекты, но уже в готовом виде, принимают во внимание при выборе поршней, дорабатывая мотор.

Выбор поршневой при тюнинге – Геометрия
В первую очередь подбор поршневой при тюнинге, как и при капитальном ремонте силового агрегата основан на геометрических зависимостях его недр – диаметра цилиндра, хода поршня. размера коленчатого вала, длины шатунов, рекомендуемых тепловых зазоров, параметров головки блока цилиндров (ее высота, конструкция камеры сгорания, размеры и расположение клапанов). Для низкобюджетных проектов выбор стоковой поршневой будет достаточен. При Серьезной же форсировке силового агрегата, стоит обратить внимание на тюнинговую линейку изделий или кастом-продукцию, конструкторские решения которых нацелены на конкретные требования специфической эксплуатации двигателя. Производители предлагают на вторичном рынке поршни с конфигурациями днища, которые увеличивают скорость горения смеси, что позволяет увеличивать степень сжатия без опасности детонации. Часто специальные углубления используется не только для размещения тарелок клапанов, но и для устранения критических горячих точек в камере сгорания, для увеличения циркуляции потока смеси и лучшего удаления выхлопных газов.

Нюансы выбора поршней
Другой уникальный конструктивный элемент, встречающийся у поршней, предназначенных для тюнинговых моторов, заключается в мини-оребрении площади жарового пояса и на перемычке первого и второго колец. Если поршень становится слишком горячим, то вершина выпуклостей такого оребрения, контактируют со стенкой цилиндра. Этот мгновенный контакт помогает охладить поршень, чтобы уменьшить опасность детонации и разрушения поршня.
Некоторые поршни, предлагаемые на вторичном рынке, делаются с пальцами, которые немного смещены вверх по сравнению со стоковыми образцами, чтобы компенсировать шлифовку привалочных плоскостей ГБЦ и блока цилиндров. Применение таких изделий лучшая альтернатива спиливанию вершины поршня, если блок привалочные плоскости подвергались обработке, поскольку уменьшенная глубина выемок под клапана увеличивает риск повреждения последних. Перемещение местоположения пальца выше на поршне также позволяет применять в моторе более длинные шатуны, что приводит к увеличению крутящего момента и делают жизнь подшипников и колец легче.
Нюансы поршневой
Постройка нескольких моторов даст опыт в определения необходимой высоты юбки, ориентируясь на максимальную мощность и потолок рабочих оборотов, а по диапазону рабочих температур, толщину прокладки ГБЦ и степени сжатия – прочность конструкции поршней. Чем ближе к вершине поршня находятся кольца, тем больше создается давление в цилиндре и тем выше крутящий момент и мощность мотора. Но при этом работа колец перемещается в зону с более высокой температурой, что вынуждает делать большие кольцевые промежутками и сами кольца толще. Выбор подобной схемы для изготовления поршня может также вызвать проблемы с возможностью организации правильного рельефа днища.

Высоты над кольцом может не хватить для выемок под клапана. Надежности обычных чугунных компрессионных колец при жаровом поясе в 7.5-8 мм хватило бы с запасом, но при уменьшении его до 2.5-3 мм такие кольца не справляются со своей задачей. Поэтому в современных моторах применяют кольца из специальных марок гибкого чугуна или из стали. Тенденция уменьшения толщины компрессионного кольца наметилось еще в 80-х годах. Типичная толщина сегодняшних компрессионных колец составляет 1.2 мм: 1,5 мм для второго кольца и 3.0 мм для маслосъемного.
Встречаются и более тонкие – компрессионные толщиной 1,0 мм и 2 миллиметровые маслосъемные. Примерно 40% от потерь на трение в двигателе приходится на работу колец, увеличение упругости их уменьшает сопротивление трения в цилиндре при ходе поршня. Поэтому более узкие и тонкие кольца стали применяться изготовителями в стандартных моторах. Это значительно повлияло на экономию топлива, температурный режим и ходимость силовых агрегатов, поскольку кроме снижения потерь на трение уменьшились и ударные нагрузки, передаваемые на поршень и стенки цилиндра. Но, с другой стороны, тонкие кольца хуже отводят тепло от поршня в стенку цилиндра из-за меньшей площади контакта с обоими. Следовательно, поршни с такими кольцами будут более горячими, чем поршни с большими кольцами. Изготовители колец дают рекомендации по этому вопросу на основании многочисленных испытаний, когда после определенного пробег а мотор разбирается и проверяется его состояние.
Материалы и вес поршней
Сплав, из которого поршень сделан, не только определяет его прочность и характеристики износостойкость, но также и особенности теплового расширения. В поршнях, предлагаемых на вторичном рынке для тюнинга, обычно используются сплавы с высоким содержанием кремния. Большинство поршней раньше делались из доэвтектических алюминиевых сплавов.
ЧЕМ ВЫШЕ ФОРСИРОВКА ДВИГАТЕЛЯ, ТЕМ ВЫШЕ НЕОБХОДИМОСТЬ ПОКРЫТИЙ НА ПОРШНЯХ
которые содержали от 8.5 до 10.5 % кремния. Сегодня мы видим больше эвтектических сплавов, у которых содержание кремния составляет 11% и заэвтектические сплавы, у которых кремния от 12.5 до более чем 16%. Кремний улучшает прочностную стойкость материала при высокой температуре и уменьшает коэффициент его расширения, таким образом, тепловые зазоры между поршнем и стенками цилиндров могут быть меньше. У заэвтектических поршней коэффициент теплового расширения приблизительно на 15 % меньше чем у стандартных поршней. Следовательно, выбирая такой поршень, нужно скорректировать указанный производителем зазор. Заэвтектические сплавы также несколько легче (приблизительно на 2%), чем материалы, применяемые в стандартных моторах. Но отливки часто делаются более тонкими, потому что сплав прочнее, что приводит в итоге к сокращению общей массы поршня до 10%.

Заэвгектические сплавы труднее отливать. потому что кремний сложно сохранить равномерно рассеянным по объему алюминия пока металл охлаждается. Размер частиц должен также тщательно контролироваться, чтобы поршень не становился ломким или с крупными твердыми включениями, мешающими механической обработке. Некоторые поршни проходят специальную термообработку, улучшающую структуру зерна для повышения прочности и износостойкости.
Информация – износ поршневой
После такой термообработки эти показатели могут увеличиваться до 30%. Механическая обработка поршней из заэвтектическик сплавов из-за их твердости труднее, потому и стоимость их, как правило, несколько выше стандартных. Для конвейера подобный материал дороговат. Выбор веса поршней и материала, из которого они изготовлены, во многом (хотя и не полностью) обусловливается необходимой прочностью деталей для нагрузок в строящемся силовом агрегате. Ходимость – основной критерий, если, конечно, машину не планируется создавать заново перед каждой гонкой.
Вес применяемых поршней может быть уменьшен несколькими путями. Один из них – врезать в блок цилиндров масляные форсунки. Распыляемое ими масло охлаждает поршни, что позволяет сэкономить вес, используя конструкцию с более тонкими стенками днища. Другой способ – применение поршней с короткими юбками, предназначенных для высоко оборотистых моторов, также снизит вес, более легкие поршни облегчат раскрутку мотора, но при этом стоит быть крайне осторожным в выборе.
Покрытия поршней
Необходимость покрытий зависит от того, насколько экстремальны эксплуатационные режимы. Чем выше форсировка двигателя, тем необходимость эта выше. Потери на трение могут составлять более лошадиной силы, вызывают чрезмерный износ и повышают температуру деталей мотора. Особенно ощутим нагрев на юбке поршня и в отверстии поршневого пальца. Покрытия, предотвращающие износ, удлиняют жизнь поршня. Сегодня, во многих серийных моторах применяют поршни с графито-дисульфидно-молибденовым покрытием на юбке поршня, уменьшающим сопротивление трения, большинство изготовителей поршней на вторичном рынке также предлагают некоторый тип покрытых поршней, предназначенных в качестве замены стоковых изделий при ремонте и тюнинге.
Но не только с трением призваны бороться покрытия на изделиях. В процессе работы мотора желательно чтобы высокая температура в камере сгорания как можно меньше передавалась поршню. Горячий раскаленный поршень –источник для самовоспламенения смеси и детонации. Кроме того, высокая температура меняет твердость материала, что снижает ходимость поршней не только из-за повышенного износа, но и может вызвать их разрушение из-за теплового коробления. Керамико-металлические покрытия короны поршня – тип покрытий, работающих как тепловой барьер. Удержание высокой температуры в камере сгорания повышает тепловую эффективность и дает больше мощности. Это также помогает поршню не нагреваться сверх меры. Правда, слишком большая температура в камере сгорания также увеличивает риск детонации и самовоспламенения. Когда поршни с подобными покрытиями установлены на моторах, угол опережения зажигания обычно уменьшают на несколько градусов.
Конструкция поршня
Образование нагарных отложений на нижней поверхности днища поршня, утяжеляющих его, совсем нежелательно. Особенно активен процесс образования таких излишеств при устройстве масляных форсунок охлаждеиия. Специальные поршневые покрытия могут уменьшить время, которое масло проводит на основании поршня, а значит и возможность создания масляной «кулинарии». Анодирование компрессионной кольцевой канавки, как способ борьбы с привариванием кольца к материалу поршня под действием высокой температуры, используется во многих серийных моделях современных двигателей. Но это покрытие, толщиной около 20 микрон не всесильно, анодированный поршень может потерпеть неудачу, раскалившись сверх меры. Некоторые производители не серийной продукции вместо анодирования применяют вставки из никелевых сплавов в кольцевой канавке. Необходимость конструктивных особенностей крайне трудно просчитать, основываясь только на цифрах. Поэтому при выборе поршней лучше обратиться к тем, кто может дать совет на основании опыта эксплуатации. И уже по списку. составленному мастером. определится с предпочтениями.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}